Formulation of AMC cast iron
Printed From: TheAMCForum.com
Category: The Garage
Forum Name: AMC V8 Engine Repair and Modifications
Forum Description: AMC-made V8 engine mechanical, ignition and fuel from basic repair to high-perf modifications
URL: https://theamcforum.com/forum/forum_posts.asp?TID=57144
Printed Date: Apr/16/2024 at 6:19am
Software Version: Web Wiz Forums 12.03 - http://www.webwizforums.com
Topic: Formulation of AMC cast iron
Posted By: flyamerican
Subject: Formulation of AMC cast iron
Date Posted: Jan/23/2014 at 7:37pm
|
Everyone knows that AMC engines used high-nickel castings that were better than the other guy's casting, right? Well, maybe not. I can't find one shred of evidence, in many hours of research, on why we think that. All that I find are opinions and hearsay. I also find the same opinions and hearsay about Chevy, Ford, Cadillac, Studebaker, and probably any other make of engine. The only solid data I could find was where one guy on a Stude forum produced a factory document that stated the mix for the blocks - no nickel at all. We all want to believe our AMC stuff was better than the run of the mill stuff from the big 3, but I bet we'd all rather know we are factual in saying so! I've been sent to a specific publication for the data by one of the icons of our hobby, and it was a dead end. Another icon says he's sure of the fact that AMC used an alloy, but can't verify the source. To qualify the data, I'd want it to be from a genuine AMC source document (probably not a sales brochure) or info based on quantitative testing of actual AMC blocks and heads. I know I'm opening a can of worms here, but it would be nice to know once and for all if this "high-nickel" talk is fact or myth. Specifically, I'd like to try to get the answers to the following: 1) The formulation used for Gen 1 V8 blocks and heads, 2) The formulation for Gen 2 & 3 V8 blocks and heads, and 3) Were the I6's the same formula? I ask about the heads because of various claims about the seat hardness, and because the color of the metal in the casting of my factory 360 block is a very different color than that of the original 291C heads. I hope someone out there can enlighten us! ------------- 1970 Javelin SST 360 1985 Eagle wagon, 5-speed |
Replies:
Posted By: SnakePlissken
Date Posted: Jan/23/2014 at 8:35pm
|
Some makes you mention had lower nickel in some of their engines. The 2.5 GM Iron duke, for example was one of them. Certain year 305 Chevrolet's were low as well. ------------- 1976 Matador & 1972 Gremlin |
Posted By: M+M
Date Posted: Jan/23/2014 at 8:38pm
|
I have spoken to a few metalurgists regarding this topic as well as the actual purpose of nickel which creates tensile strength(flexibility) Not "hardness".... I am talking with one of these out of Atlanta and will be sending samples cut from various heads/locations/castings etc. They have already debunked all the high nickel content myths in the chevy world such as the fabled 10 10 20 blocks that were even published in books etc as being high nickel hi po etc. They all agree that the high nickel myths are one of the biggest misconceptions and misunderstandings out there. ------------- M+M Performance Heads & Machine https://www.facebook.com/pages/MM-Performance-Heads-and-Machine/209556499235670?ref=hl |
Posted By: fast401
Date Posted: Jan/23/2014 at 8:55pm
|
Just ask a machinest about tooling life when they do AMC engines. ------------- Disturbing the peace since 1970!!! AMX 19245 Facebook page - AMC Nation www.fast-401.4t.com |
Posted By: M+M
Date Posted: Jan/23/2014 at 9:02pm
What would you like to know??  ------------- M+M Performance Heads & Machine https://www.facebook.com/pages/MM-Performance-Heads-and-Machine/209556499235670?ref=hl |
 fast401 wrote:
fast401 wrote:Posted By: M+M
Date Posted: Jan/23/2014 at 9:08pm
|
Forget the word Hardness.... as someone said... Glass is HARD as heck, but would make a lousy engine block... Tensile Strength... Strength and Flexibilty, Cast Iron by itself is extremely Hard, but very brittle, easy on tooling, add a little nickel and a few other alloys to the matrix, its not as brittle and becomes "tougher" but is it hard to machine AMC?? Absolutely not, HSS and Carbide walk through it like butter, just like the others..... how much factual nickel is in the AMC matrix and what does different castings test out at... we shall find out. Then we can take those numbers and compare to other brands matrix. And at the end of the day what will all this accomplish... absolutely nothing really. Its just easier to debate and dish out keyboard beatings with actual facts.
------------- M+M Performance Heads & Machine https://www.facebook.com/pages/MM-Performance-Heads-and-Machine/209556499235670?ref=hl |
Posted By: Budwisr
Date Posted: Jan/23/2014 at 9:32pm
|
The AMC grey iron used chromium to improve hardness and strength. It takes very little chromium to improve the hardness and strength of grey iron as opposed to nickel which takes a much higher percent. Chromium also improves the temperature properties of grey iron. I beleive only all out race engines used high nickel content as it is expensive and very difficult to machine. ------------- 1970 AMX 1980 AMX <br |
Posted By: Class Guy
Date Posted: Jan/24/2014 at 6:53am
From the AMC blueprints for the 951 casting 401 block. This may not be applicable to the rest of the AMC engine line.
|
Posted By: Budwisr
Date Posted: Jan/24/2014 at 7:54am
------------- 1970 AMX 1980 AMX <br |
Posted By: Buzzman72
Date Posted: Jan/24/2014 at 10:23am
|
I talked once with a fellow who had worked at the International Harvester foundry at their now-defunct Louisville, KY works. He said that, since the foundry and the assembly plant were on the same premises, a lot of the "recycles" that went onto their steel came from the plant. It was his OPINION--and I stress the word OPINION-- that their cast iron likely had a higher content of steel in in than what the metallurgical engineers had intended. I would wonder if other foundries had similar stories, as far as their "recycles" are concerned. I know the "recycles" would affect the content of their castings, but I have no idea to what degree. Anyone here have any foundry experience to add? ------------- Buzzman72...void where prohibited, your mileage may vary, objects in mirror may be closer than they appear, and alcohol may intensify any side effects. |
Posted By: 74Bubblefender
Date Posted: Jan/24/2014 at 11:09am
|
My theory is that the Nickel was used in 401 blocks only ------------- We are just about to forge new AMC V8 crankshafts.. please check here http://www.bulltear.com/forums/showthread.php?19564 |
Posted By: Boris Badanov
Date Posted: Jan/24/2014 at 11:19am
|
When I worked for Thompson Center / KW Thompson tool we recycled nearly 100%.
The chips and scrap from the manufacturing side also got recycled in the foundry.
The only throw away scrap was the unrecoverable stuff mixed with dirt on the floor.
I am unaware of hot the mix was mantained, but we never had a bad run
that I am aware of. We manufactured firearms so it had to be near perfect.
Boris ------------- Gremlin Dreams |
Posted By: WARBED
Date Posted: Jan/24/2014 at 3:06pm
|
I've had a lot of machine work done over the years and the first I ever heard about different grades of cast iron is when my machinist mentioned the hardness of the AMC block compared to other blocks. He did mention IH and some 350 Chevys being made the same way. I just recently ridge reamed a Chevy 305 and it cut like butter compared to a AMC. Seams like all manufacturers had there different recipes for casting alloys and like chefs kept them a well guarded secret. ------------- 59 American 2dr S/W. 70 390 AMX. 70 232 javelin. Kelvinator fridge ice cold beer storage. |
Posted By: Aljav
Date Posted: Jan/25/2014 at 10:16pm
|
AMC used Central Foundries which is owned by GM. AMC changed sometime in the 70's to a foundry in Canada. The central foundry casting are said to be much better casting. I believe when said to be "better" its just overall quality. Not sure if formulas changed. Allan ------------- 69 AMX 9.86 132 mph 71 JAV/AMX and 69 Javelin, .. NAMDRA member #1106 |
Posted By: Boris Badanov
Date Posted: Jan/26/2014 at 6:58am
|
The 390s and 401s I have seen have had excellent casting quality and little core shift. I can't say that about the 304s and 360s. They have been hit or miss. One 360 I pulled out of a Gremlin (no clue as to the origins) was so severly core shifted I wondered how it ran without breaking up. Obviously the 304 and 360 were bread and butter engines for AMC and Chrysler, the 390 and 401 were flagship motors. I am presently building a 1975 401, again little to no core shift. Any clue as to where it was cast? The 502 head castings are nasty and getting a lot of expensive port work. Boris Badanov ------------- Gremlin Dreams |
Posted By: Hurst390
Date Posted: Jan/26/2014 at 8:08am
That's makes sense as to why the later 401 blocks seem to be thinner wall...depending on which way the casting number at the rear faces... ------------- SC/Hurst Rambler 11.62 120 100% Street Legal |
Posted By: 74Bubblefender
Date Posted: Jan/26/2014 at 9:13am
They also used a foundry in Racine. The foundry in Racine did at least all the aluminum castings for them. ------------- We are just about to forge new AMC V8 crankshafts.. please check here http://www.bulltear.com/forums/showthread.php?19564 |
Posted By: Buzzman72
Date Posted: Jan/26/2014 at 12:31pm
Chrysler bought AMC in 1987. How many '87 and later 304's were built? What vehicles were they found in? [I don't know of ANY...therefore, 304's built by Chrysler must be EXTREMELY rare.] ------------- Buzzman72...void where prohibited, your mileage may vary, objects in mirror may be closer than they appear, and alcohol may intensify any side effects. |
Posted By: Boris Badanov
Date Posted: Jan/26/2014 at 12:40pm
|
360 was used in Chrysler built Jeeps till 1991 as far as I know. 304? Not sure, but I did lump them into the same statement. Boris Badanov ------------- Gremlin Dreams |
Posted By: Aljav
Date Posted: Jan/26/2014 at 12:48pm
|
I believe that all Central Foundries had a CF on the block in the Valleys Even Wally Booth said the CF Blocks were a bit better. He dealt with the Canada Foundry for a few of his last blocks. ------------- 69 AMX 9.86 132 mph 71 JAV/AMX and 69 Javelin, .. NAMDRA member #1106 |
Posted By: Aljav
Date Posted: Jan/26/2014 at 2:45pm
|
From Wikipedia, and with everything I keep learning about AMC, I take everything with a grain of salt and nothing everything is up for discussion. Holmes Foundry, Ltd. – AMC's block-casting foundry was a major AMC factory which is now completely obliterated. Holmes had its main office and foundry at 200 Exmouth Street, Sarnia, Ontario, Canada. Holmes was established in 1918, by Mr. J. S. Blunt, and was called Holmes Blunt Limited. In the early years, Ford Motor Company contracted the plant for a steady supply of engine casting blocks. This factory had a reputation locally as a dirty, dangerous place to work. The company had three divisions, all operating on one site at the edge of Sarnia. Beginning in 1962, AMC contracted with Holmes Foundry to supply AMC with cylinder block castings. American Motors acquired 25% interest in the foundry in January 1966. In July 1970, AMC acquired 100% of Holmes Foundry through an exchange of shares, making it a wholly owned subsidiary. However, it was not until October 1981 that Holmes Foundry finally became a Division of American Motors, Canada. As part of its acquisition of AMC in 1987, Chrysler Corporation took ownership of the Holmes facility and its manufacturing business, but closed the operation on September 16, 1988. The industrial facilities were cleaned of their environmental contaminants in 2005, in preparation for a new highway interchange to be built on the site. ------------- 69 AMX 9.86 132 mph 71 JAV/AMX and 69 Javelin, .. NAMDRA member #1106 |
Posted By: Aljav
Date Posted: Jan/26/2014 at 2:49pm
|
http://www.angelfire.com/my/HolmesFoundry/" rel="nofollow - http://www.angelfire.com/my/HolmesFoundry/
------------- 69 AMX 9.86 132 mph 71 JAV/AMX and 69 Javelin, .. NAMDRA member #1106 |
Posted By: Hurst390
Date Posted: Jan/26/2014 at 4:08pm
|
There was a myth? of IH doing castings for amc...We all know they used some amc engines..how far did the relationship go with them? ------------- SC/Hurst Rambler 11.62 120 100% Street Legal |
Posted By: Buzzman72
Date Posted: Jan/26/2014 at 5:42pm
|
When I was Parts Manager at Indian Village AMC/Jeep in Clarksville, IN in 1979-'80, we got in a new manifold for a Jeep six [I've since forgotten if it was an intake or an exhaust]. The IH logo was plainly cast into this manifold. That said, that was the ONLY instance I ever saw of an IH casting mark on an AMC part. ------------- Buzzman72...void where prohibited, your mileage may vary, objects in mirror may be closer than they appear, and alcohol may intensify any side effects. |
Posted By: Budwisr
Date Posted: Jan/26/2014 at 9:03pm
|
I remember seeing a newspaper article about how AMC was casting blocks for Ford in 1968. Ford had AMC cast blocks to help catch up production after it's 1967 labor strike. I believe it was the Holmes Foundry that was mentioned. Can anyone substantiate? ------------- 1970 AMX 1980 AMX <br |
Posted By: Rogue401
Date Posted: Jan/26/2014 at 10:53pm
| The first I was ever aware of different materials was when I had my friends shop rebuild my 343 in the early 70s. It was the first AMC they had done and he was amazed at the casting and had to use different stones in the Sunnen honing machine. He was very impressed with it and stopped razing me about my Rambler junk. The other interesting thing was that they cross drilled the crank and screwed it up, so they had to buy me a new crank. Without knowing the difference, they got one of the rare forged 343 cranks. |
Posted By: Aljav
Date Posted: Jan/26/2014 at 11:00pm
|
I looked at my 360 blue print with the last date of 7-21-1990. On the date of 1/31/1978 the detailed info that was posted earlier of the material content was removed. Allan ------------- 69 AMX 9.86 132 mph 71 JAV/AMX and 69 Javelin, .. NAMDRA member #1106 |
Posted By: Boris Badanov
Date Posted: Jan/27/2014 at 4:16pm
My 1975 401 has CFD in the livter valley.
Boris ------------- Gremlin Dreams |
Posted By: tsanchez
Date Posted: Jan/27/2014 at 4:27pm
http://s192.photobucket.com/user/antonsan/media/DSCI0559.jpg.html" rel="nofollow">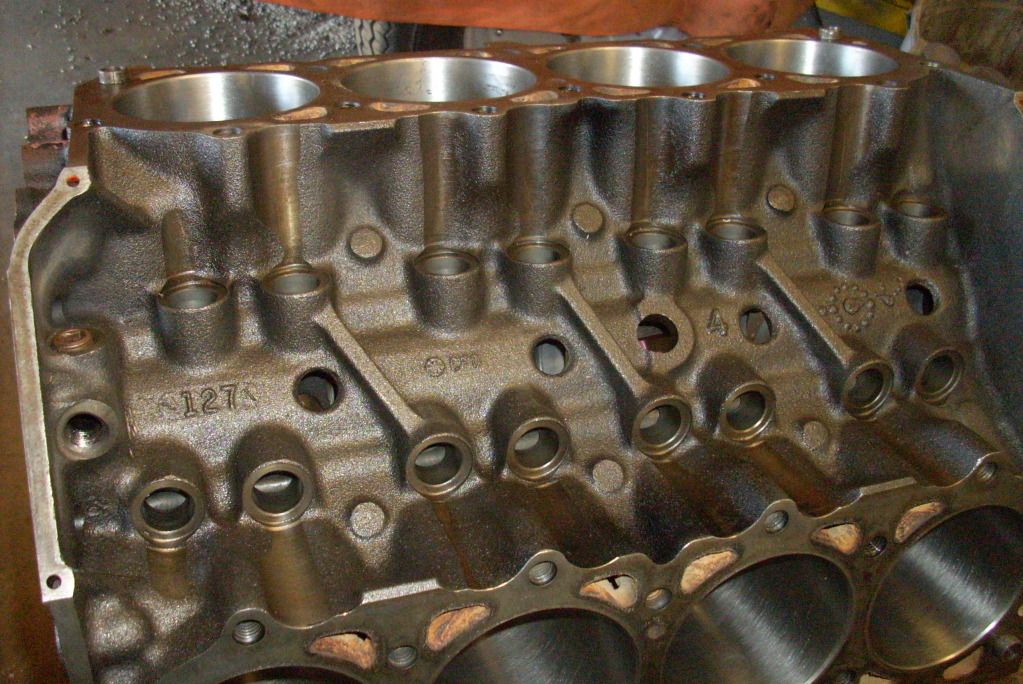
CFD block, very nice casting, you can see how much material is there by the nice machined lifter bore tops and valley machining for push rod clearance. http://s192.photobucket.com/user/antonsan/media/DSCI0555.jpg.html" rel="nofollow">  Here you see the non CFD casting (backwards number at bellhousing. You see the top of lifters are not machined because there was not enough mat to do it, as the push rod clearance at valley is not needed, core shift is pretty bad and you can see a drastic change in the color of casting.
------------- http://s192.photobucket.com/user/antonsan/media/jav1_zps87a70dce.jpg.html" rel="nofollow"> 
|
Posted By: Boris Badanov
Date Posted: Jan/27/2014 at 4:36pm
|
My block is cast in CFD and the core shift is near perfect.
It's a 1975 of unknown application. It came with a Ford Motorcraft
4bbl carb and iron manifold. Can't say for sure where it
came from since it appears to be a factory .010 over bore re-man.
4.175 bores. Two bores are rough and it may need .045 over to clean
but otherwise it appears to be a keeper.
Came with "502" heads.
Boris
------------- Gremlin Dreams |
Posted By: farna
Date Posted: Jan/28/2014 at 3:52pm
|
Modern carbide tools cut through any metal easily. It's the older tool steel bits that don't last as long on AMC blocks. Guys, I'm not digging through my paperwork right now, though I know you want to see something in writing. Somewhere I've got a statement that AMC used about 0.05% more nickel in their blocks. That's not much, but just enough to make it a bit tougher and harder. They did use the same mix in all the blocks and heads. It was this slightly tougher mix that allowed them to induction harden their heads instead of installing stellite seats when unleaded fuel became the norm. Otherwise the hardening would have made the seats too brittle. As someone pointed out to me -- it's just a case hardening that is only a few thousandths of an inch thick, so after maybe one valve seat grind it's pretty much gone (assuming the seats weren't damaged on that one grind!). I've had several old time machinists say they had to slow their boring down a bit to bore AMC blocks -- even old 196s (the first one who mentioned it was boring a 196 L-head for me back in 1980).
------------- Frank Swygert |
Posted By: billd
Date Posted: Jan/28/2014 at 4:21pm
|
I worked with 2 machine shops here as well as a machine shop in my home town (the fellow son happened to be my HS metal shop teacher!) I have asked - especially the one local shop that did my last 2 AMC blocks. I asked them as they have a wall full photos of vehicles with AMC engines they have done, they have a long history with Jeeps. They got this look like what the heck was I talking about....... no, they said they could never tell any difference. You can find reference on the web to Ford racing engines and some here and there about Chevy racing engines. Apparently it's confirmed that certain Ford engines did up the nickle content, but not across the board for all production engines. I have yet to find any shop that will even say "we think so" on AMC engines being "different" or harder. Even the shop that cut the 390 for me to install sleeves..... "not a problem, it's just like any other block we do" (I asked as at that time I, too, was questioning the content of those blocks.) And I'm talking about the old-timers my age or older, not youngsters in newer shops with modern equipment and tools. Some of their tooling is as old as I am. I've bored a few AMC 6s myself back in the 70s, using the Kent-Moore tools we had from when it was a dealership. I never noted any differences or difficulties. These tools I refer to came out of the late 50s. I have piston pin reamers and other dealer tools and equipment for working on those old engines - never a problem. I've run ridge-reamers through over the decades, including "cheap" ones and they cut the AMC block material just like any other block. (gotta be careful with those things or you can screw up a block as easily as saving it) -------------  http://theamcpages.com" rel="nofollow - http://theamcpages.com http://antique-engines.com" rel="nofollow - http://antique-engines.com |
Posted By: WARBED
Date Posted: Jan/28/2014 at 5:39pm
|
Whatever there made of they do hold up well.
------------- 59 American 2dr S/W. 70 390 AMX. 70 232 javelin. Kelvinator fridge ice cold beer storage. |
Posted By: Aljav
Date Posted: Jan/28/2014 at 7:33pm
We need to find someone who has other motors information. It be a good start for comparison and then we need to find someone who can tell us how to accurately compare the info.
------------- 69 AMX 9.86 132 mph 71 JAV/AMX and 69 Javelin, .. NAMDRA member #1106 |
Posted By: centash
Date Posted: Jan/28/2014 at 8:41pm
| could one apply Archemedies principle and immerse/weigh various blocks or heads to determine their density? Different densities of a Gm block vs. an AMC block would seem to infer different composition of the casting metals used. Anyone got a big tub....? |
Posted By: Boris Badanov
Date Posted: Jan/29/2014 at 4:47am
|
Cool idea, but the subtle differences from differing metalurgy and heat treat anneal and use of chill blocks would be impossible to pick up by measuring volume/density in a tub of water More likely addition of different metal alloys and silica have to do with cracking/loss of castings at the foundry and initial machining operations. Maganese in tiny ammounts make the material tough, nickle seems to have been added primarily reducing cracking loss. If you want a hard surface in a casting iron, it's easy, just cool the area faster than the rest of the casting. In the bad old days they used "chill blocks" to harden the ways when manufacturing machienery. Boris Badanov ------------- Gremlin Dreams |
Posted By: centash
Date Posted: Jan/29/2014 at 4:09pm
|
Guess I was just having an "Eureka!" moment....lol
Ben
|
Posted By: flyamerican
Date Posted: Jan/30/2014 at 7:30pm
|
What you're doing is just the kind of data I'd like to see. I've heard that different castings of the same block can vary in hardness/tensile strength due to many factors. The only way to get solid info would be to send samples from many blocks to be tested, but I'm not suggesting you or anyone do this. Even checking one will maybe give you a real-life representation of the differences. Thanks!
------------- 1970 Javelin SST 360 1985 Eagle wagon, 5-speed |
Posted By: White70JavelinSST
Date Posted: Dec/11/2014 at 4:52pm
|
Bringing this one back to the forefront too. At 90 some thousand miles, the engine in the White70JavelinSST began to have a strange intermittent HUFF sound at the tail pipe. We decided it had ingested a bit of something or a chunk of carbon came loose and damaged at least one exhaust valve face and seat. Upon tear down, the cross hatch pattern was clearly visible in all the cylinder bores. I cannot explain why this was so except that the block was harder than the typical SBC which at about 90,000 the cylinders were pretty hogged out by the rings. Extra nickel in the cast iron? Who's to say? But this engine is harder than SBC material for sure. BTW we did this with the engine still in the car. blankin heads and intake are very heavy and a bear cat to lift out from the engine compartment. Armand ------------- 70 Javelin SST, second owner, purchased 1972 |
Posted By: WARBED
Date Posted: Dec/11/2014 at 5:46pm
|
I've had many engines machined and have used the same machinist on all my engines. He mentioned to me years ago that AMC, International and some chevy performance blocks were harder on his boring bar bits then other engines. he did mention nickle and the grade of iron in the blocks. It doesn't take much nickle to make a better formula for casting, too much and then you have concerns with heat dissapation and other concerns. oh and it gets real expensive. ------------- 59 American 2dr S/W. 70 390 AMX. 70 232 javelin. Kelvinator fridge ice cold beer storage. |
Posted By: Boris Badanov
Date Posted: Dec/11/2014 at 6:12pm
|
I have cut a few blocks, AMC V8s cut like cream cheese just like any other American V8. Cast iron used in engine blocks cuts very easy with good carbide tooling. As to the nickle content? Can't say, but IMO GM and AMC blocks make a nice clean iron style chip (not stringey). Fords and Chryslers seem to be a little darker, but no matter. They are all pretty amazingly good for iron castings. Canadian AMC blocks kinda moan. But are still a quality iron. ------------- Gremlin Dreams |
Posted By: Ram Air Rick
Date Posted: Dec/11/2014 at 9:09pm
|
A friend of mine years ago, who owned and operated a machine shop, said that he noticed that AMC blocks, seemed to be tougher for him to bore. He was not specific to the I-6 or V8 variant, but did both daily production work, as well as race work, for all brands. He also said that he thought the AMC Heads, held up extremely well to everyday use and that valve recession into the heads, was nil,especially when compared to some of the other makes. This again was an across the board statement for AMC I-6's and V8's. This was around 86' 87'. The peak of crappola gas quality. Rich C.
|
Posted By: Class Guy
Date Posted: Dec/12/2014 at 8:06am
From my earlier post in this thread. You need to find out similar data about other manufacturers' pruducts, understand the impact of the different mixes and compare all the data to be able to make a qualified judgment. Otherwise, it's locker room talk. |
Posted By: nda racer
Date Posted: Dec/12/2014 at 9:27am
|
Yep, if you've been in the car hobby for more than 15 minutes, the one thing you'll discover, but 98% never do is, whatever you like is the greatest. The Legendary .010 SBC, armor piercing rounds bounce off of it, no tools can even cut it to bore it. The block itself adds 500 HP to any build just by a change of the casting number. Same for Olds, they're supposed to be the highest nickel of them all. 5 million miles with no wear on the bores etc etc etc. Caddy blocks as well. Prolly a few others I'm forgetting. |
Posted By: Boris Badanov
Date Posted: Dec/12/2014 at 11:18am
|
As I remember nickle is not needed unless there is a casting cracking issue.
Even then it is in tiny amounts.
If you think AMC blocks are something special, chew on this, most were cast
in the same factory/foundry as other General Motors engine blocks.
Yup, even the hated SBC was likely cast in the same foundry....
I doubt there were special changes in the "mix" for AMC.
So much for unique chemistry.
------------- Gremlin Dreams |
Posted By: nda racer
Date Posted: Dec/12/2014 at 11:36am
People really don't want to hear that. |
Posted By: White70JavelinSST
Date Posted: Dec/12/2014 at 12:15pm
Yeah, the whole thing sounds real hokey, I know. But then again it makes for great entertainment and gets people to post up. All I can say is the guy that was running the ladle that poured the block in the White70JavelinSST must have thrown a few "nickels" in the molten iron before tipping the ladle over the mold. Armand ------------- 70 Javelin SST, second owner, purchased 1972 |
Posted By: nda racer
Date Posted: Dec/12/2014 at 1:15pm
| I've heard the same about crosshatch and high mileage in other brand blocks. Maybe pot luck, use, care, w/e the factors may be. |
Posted By: farna
Date Posted: Dec/12/2014 at 10:10pm
|
I forget the source, but it has been mentioned before that AMC typically used 0.05% nickel in their blocks and heads. I do recall that this extra nickel (maybe not "extra", just used in all) is one reason they were able to induction harden the six cylinder heads to make the valve seats harder instead of using inserts -- the entire combustion chamber/underside of the head was hardened (case hardened, just a thin layer was hardened). Some of the blocks may have been cast in factories that also cast GM blocks, but AMC had their own foundries too. And yes, the same casting plant will make different mixes for different customers. ------------- Frank Swygert |
Posted By: Boris Badanov
Date Posted: Dec/13/2014 at 8:00am
|
Induction hardening or using chill blocks can be done with any cast iron I have heard of. This is the process used to harden machinery ways and steam engine parts for two hundred years. I love AMC's. But I do not subscribe to the myths..... ------------- Gremlin Dreams |
Posted By: Ram Air Rick
Date Posted: Dec/13/2014 at 8:51am
The posters here, are offering some of their experiences throughout the years (me included). I'm not a machinist, just a fellow hobbyist relaying what my if anything (Mopar leaning) machinist told me years ago. We didn't get into any debate about higher nickle contents etc etc.. Didn't even know that was in the offing back then. Just relayed exactly what he said he'd observed, as a real world, day to day production machinist, back in the day when these motors and motors like them were receiving service. At this point this basically is just an unproven issue. Myth ? Who knows ? Could be cleared up if someone took a pieces of cast iron from junk blocks and heads to a metallurgist for analysis. Rich C. |
Posted By: Boris Badanov
Date Posted: Dec/13/2014 at 9:29am
|
I can, but I see it as not worth the effort. I recently bored a CFD manufactured 401. It cut like peanut butter, just like every block I have done machine work on. Heads are no different, they all cut the same more or less. Some seem to show a bit more carbon, as in dark chips. AMC heads and blocks seem to cut about the same. I will tell you one thing about AMC blocks, I have yet to see a maching error. Bores are perfectly in position, alignment is excellent, cam ways have been perfect so far. BUT, AMC blocks seem to be well machined, better than they need to be. You would be amazed at how much of an error in locations etc that will not have any effect on operation. ------------- Gremlin Dreams |
Posted By: mcjarv
Date Posted: Dec/13/2014 at 9:53am
Boris, you speak from experience and the wisdom that comes with it and that wisdom is what lets one know whats "good enough" not to cause issues with operation. I do have a question though, I recently had to have my "cam ways" line bored for .010 over bearings because of an obvious alignment issue. My machinist talked shifting from heating/cooling etc,,,who knows but my question has to do with the oil passage drilled through the cam bore. Which would you think they would have done 1st,,,bore the cam ways or drill the oil passage ? My thoughts are if they drilled the oil passages after boring it might allow some shifting ????? BTW, my engine came from a junk yard and had been rebuilt with a .010/.020 crank and God only knows how many miles but it was still std bore,,,,,,FWIW. Later, Mike ------------- 1969 S/C Rogueler  , ,
|
Posted By: Slate
Date Posted: Dec/13/2014 at 9:58am
|
Ok, so do never rebuilt before ( factory original) AMC blocks show relatively little to no ridge wear at the piston bore tops when they come in for rebuild? Do AMC blocks that have been rebuilt more than once they are rebuilt, exhibit he same bore wear characteristics? Steve |
Posted By: Slate
Date Posted: Dec/13/2014 at 10:03am
Creamy, chunky, or extra chunky? Steve |
Posted By: nda racer
Date Posted: Dec/13/2014 at 10:12am
|
If it is found out that AMC blocks are not harder, or even softer than some GM offerings, does that mean some are going to sell off their AMCs and buy Oldsmobiles then? The thing about this topic is, it's always just chatter, no one ever comes up with any real numbers. It just looks like people want bragging rights at the car shows just to "show that Chevy guy my car doesn't suck" Class guy did post some numbers, half the equation. |
Posted By: Boris Badanov
Date Posted: Dec/13/2014 at 10:20am
|
creamy ------------- Gremlin Dreams |
Posted By: Slate
Date Posted: Dec/13/2014 at 10:20am
|
Chuck, Totally agree with your point. Answers to my two bore questions would narrow things down. Steve |
Posted By: Boris Badanov
Date Posted: Dec/13/2014 at 10:44am
|
I just got a quote for chem anaylsis. $500 for a full analsys if i drop off a sample. So much for that, i am not spending that kind of money on a esoteric discussion like this  ------------- Gremlin Dreams |
Posted By: Boris Badanov
Date Posted: Dec/13/2014 at 10:56am
|
As to bore ridges in American engines. The difference I have noticed seem to be more of the availability of leaded fuels than the chemistry of the blocks. Gen 3 AMC blocks were born into the era of limited availability of TEL doped fuels and so may demonstrate less upper cylinder wear. The emusifier used in leaded fuels (Dibromoethane and dichloroethane) is a vapor abrasive (after combustion) and vapor hones engines as they run. ------------- Gremlin Dreams |
Posted By: nda racer
Date Posted: Dec/13/2014 at 11:02am
At least I learned something from this thread. I had no idea what that meant, so I looked it up. Steve already knew it tho, cause he likes them $10 words.  J/K J/K
|
Posted By: Boris Badanov
Date Posted: Dec/13/2014 at 11:47am
|
May not be the best word, but this site frowns on using Bovine Excrement (BS for short) or Horse Shirt (you get the picture) as descriptive phrases.  ------------- Gremlin Dreams |
Posted By: Slate
Date Posted: Dec/13/2014 at 12:16pm
In this economy 10 bux on words is all I can afford, liking or using… Steve
|
Posted By: Slate
Date Posted: Dec/13/2014 at 12:27pm
Which is part of the point. Is that resistance, after unleaded fuel came out, a surface hardening a few thousandths thick, or at the molecule level, those dark chips you've mentioned? No need for anyone to spend any big money to research metallurgy. What would be nice, unless secretiveness around engineer papers for obsolete engines ( 70's era Chevy, Olds, Buick, Pontiac, Ford, Mopar ), still exists 40 years later, perhaps after Christmas a few volunteers might send out 25-35 dollars each for respective SAE papers on the engine short list in parenthesis? Otherwise, if the engines are long lived, original or not, that's good. Steve
|
Posted By: Boris Badanov
Date Posted: Dec/13/2014 at 12:39pm
|
I suspect the dark chips come from so called "black iron". That is iron high in carbon. None of this is more than bragging rights over a beer..... And with the exception of a rare few documented special blocks arguing the iron in one vs the iron in another is pointless. Especially when a run of AMC blocks at Central Foundry Division may have been done on the same line that just did a few thousand small block Chevys, Buicks, Oldsmobiles, Cadillacs or Pontiacs that morning. ------------- Gremlin Dreams |
Posted By: Slate
Date Posted: Dec/13/2014 at 12:58pm
|
^Yep. Also danced around but not explored,is AMC's apparent attention to machining detail in the CFD era of block casting. Looks like by the Canadian or wherever era, AMC had learned function was just fine without the extra machining ( or material to machine- look at Tony's comparison photos between a CFD and later block ). OTOH, close tolerances and attention to detail might be that difference in longevity. Doubt the metallurgy for a Caddy block is alot different from the rest of the GM line, a better example being a Lincoln block, which is a Ford, but Lincoln build standards are/were reported to be far better than Ford and would seem to be [ plus part selection] the main basis for engines lasting longer in a Lincoln. Of course, a Lincoln owner is/was more inclined to pay attention to and afford regular maintenance, another factor. Then again, would an average AMC owner have been that meticulous( <- a 9 dollar word that means obsessing over attention to detail- just for you Chuck-  ) about upkeep? ) about upkeep?Steve
|
Posted By: Ram Air Rick
Date Posted: Dec/13/2014 at 1:26pm
|
Not sure how, if true, it offers any bragging rights? " Aye.... I'm running a 427 L88 BBC in my 55 Chevy" "Oh Yeaaaa..... Well ,well,well , my 360 has more nickle content in the cast iron than your rat motor!" If true, more curious as to why they'd do it that way. Rich C.
|
Posted By: jpnjim
Date Posted: Dec/13/2014 at 2:05pm
real life reply; L88 Chevy guy "Ford made that 360 for AMC anyway, see, the distributor is in the front" ------------- 71 P-code 4spd Javelin/AMX some Jeeps and some Fords |
Posted By: mcjarv
Date Posted: Dec/13/2014 at 2:08pm
|
"None of this is more than bragging rights over a beer....." Think I'll have a beer right now.
 ------------- 1969 S/C Rogueler ,
|
Posted By: Grey Ghost
Date Posted: Dec/13/2014 at 2:39pm
|
all right! It's beer 30 ------------- Lets go racing! |
Posted By: Ram Air Rick
Date Posted: Dec/13/2014 at 6:54pm
|
Just poured one !!! Cheers to all !!!! Rich C.
|
Posted By: farna
Date Posted: Dec/13/2014 at 7:21pm
|
As to why, to make the engines last a bit longer. As to if it was done, well, $500 to find out. I've got too much paperwork and not enough time to look through it to find the source. I too have had machinists tell me they needed to cut a little slower on AMC blocks though. That could have something to do with the quality of the cutting tool, or the type of boring bar used. Or the machinist. In the end it doesn't matter though. ------------- Frank Swygert |
Posted By: Boris Badanov
Date Posted: Dec/13/2014 at 7:56pm
|
If any of you want to spend the money there are a few dozen labs around the US that will do the analysis for you, but why bother? It's old news. ------------- Gremlin Dreams |
Posted By: Slate
Date Posted: Dec/13/2014 at 8:06pm
|
Finding out would only serve as a point of interest. I'd think SAE papers or the equivalent would be the way to rock if one were interested. Sounds about 20 times cheaper than lab testing. Steve
|
Posted By: amc67rogue
Date Posted: Dec/14/2014 at 12:53am
|
You would not be able to tell with a carbide cutter but the older cutters were high speed steel. A difference in the hardness of the iron would be noticed with that type of cutter . ------------- Keith Coggins 67Rogue X code |
Posted By: Class Guy
Date Posted: Dec/14/2014 at 8:16am
| Just a comment from my experience. I have been a part owner in a machine shop for over 25 years and have bored and honed more blocks than I can remember. I have primarily worked on GM engines though the personnel in the shop are far more experienced. I posed this question to them and the concensus was that early Ford Windsor blocks (302 & 351), some early MoPar "A" blocks, (273, 318 & 340) and AMC blocks are harder to cut. Similar characteristics are found in diesel and industrial blocks that are known to have high nickel content. I have also experienced the same characteristic in Chevrolet BowTie race blocks, Dart aftermarket blocks and World Products blocks that are purposely cast with high nickel content. Does this mean that AMC blocks were cast with high nickel content? Possibly. The only documentation I have found for cast iron formulation is for GM's big block and small block Bowtie blocks and the Dart and World Products cast iron blocks. The are similarities in the forumulation, but I am not a metallurgist so I will not make a judgment call. If, in fact, AMC blocks do have a relatively high nickel content, is that reason to give them divine status? Doubtfully. It is nice in the potential that the cylinder walls will not wear as quickly as a common Chevy small block. However, with proper preparation, compatible selection of ring material and then proper maintenance, all engines have high longevity and performance potential. Without those factors, they can all be turds. |
Posted By: Ram Air Rick
Date Posted: Dec/14/2014 at 8:36am
|
Well said Class Guy... Rich C.
|
Posted By: RAZER
Date Posted: Dec/14/2014 at 11:19am
|
Ok I will throw my hat in the ring here. Over 30 years ago I spun a rod bearing in my 390 AMX. It was so bad that the top halve of the bearing was sitting at the bottom with the other halve when I pulled it apart. That rod was history and had to cut the crank 30 under. I took the engine to Reath Automotive in Long Beach Ca. and Joe himself helped me with my rebuild. They measured my bores and found no taper and still had a great cross hatch pattern. He told me if I wanted to save money to just let them touch up with a hone and knurl the piston skirts and new rings. His comment was that the AMC blocks are harder than most and hold up better. Just my story from a well known machine shop at the time. Some of you may even know or remember Joe.
|
Posted By: carnuck
Date Posted: Dec/15/2014 at 12:05pm
|
I had a '68 Sport Fury Golden Commander with a 383 that when we opened it, the block was golden colored inside. At 120,000 miles, the head gasket popped but there was no wear on the cylinders. The only one I saw like that since was the 383 RB in a '61 Fargo W600 5 ton military truck. It even had hemi heads on it with an 8 bolt crank. ------------- Got an Eagle? http://forums.amceaglesden.com" rel="nofollow - http://forums.amceaglesden.com |
Posted By: smills61074
Date Posted: Dec/15/2014 at 2:39pm
|
First, I think the machinists in our group would be a good judge on quality. If the cast iron was that much different, they would know. If I were a betting man, I would say the machining process, on an AMC motor, was held to tighter tolerances than the other manufacturers. This might help with cylinder wear. It could also be the difference in car owners. Like someone previously posted, a Lincoln, or AMC, owner might be a lot better at maintenance. I just had a Perkins head reworked. It was cast in England. The machine shop owner said it was the hardest cast iron he has cut in many years. I would have to respect his view, just like I would with those that machine AMC blocks. Hopefully someone will finally find the holy grail. The real truth, or myth. ------------- 68 Blue AMX Perfect California Body going for 401/6 speed 1 1/4 ton Power Wagon Ex Colorado Brush Truck 2006 Caddy CTS V with LS2 and manual trans Corsa Exhaust Beater car (daily driver) |
Posted By: Slate
Date Posted: Dec/15/2014 at 4:02pm
|
I said that average AMC owners( I probabbly should have said casual-the type of buyer that buys transportation- whatever the brand) may not have been the most attentive to regular maintenance. Thus, if the engines lasted they were really tough. Implying that the blocks were resistant to wear. Regardless, it's apparent, at the very least, that AMC engines received fairly close machining and measurement tolerances between parts. That is a concept that was ahead of its time for a bread and butter engine- most Japanese and later, US built engines, started to utilize careful assembly techniques in order to last. Steve
|
Posted By: gremlinsteve
Date Posted: Dec/15/2014 at 4:09pm
|
Every one knows that amc blocks are made with uber unobtanium It's the stuff that also makes ten space shuttle a space shuttle |
Posted By: White70JavelinSST
Date Posted: Dec/15/2014 at 4:48pm
|
I have five of those uber unobtainium made AMC engines. and proud of it. Those dad gummed chebby engines were just made out of plain ol obtainium, sorta like belly buttons, everyone's got some....... Armand ------------- 70 Javelin SST, second owner, purchased 1972 |
Posted By: Red Devil
Date Posted: Dec/15/2014 at 4:52pm
Doesn't the above post pretty much already say it all? A couple of mixes with bore and centre main hardness 175-217 Brinell on one and 179-229 Brinell on the other? |
Posted By: Boris Badanov
Date Posted: Dec/15/2014 at 7:26pm
|
Hardness in identicle castiron bars, or blocks for tha matter, can vary just by messing with the way the casting is cooled. In casting class we used cold iron "chill blocks" to make the iron so hard a HSS drill could not cut it, but on the other side of the bar cut with ease. It is not just the metalurgy that determins hardness in cast iron. In typical cast iron there is to much carbon and it will not harden. Adding chill "blocks" makes the carbon migrate away from the surface making it VERY hard if done correctly. the part then needs to be annealed to soften it a bit to prevent cracking. I have over done it and cracked a part using a Johnson oven and getting the surface so hard it cracked with a loud noise. ------------- Gremlin Dreams |
Posted By: Slate
Date Posted: Dec/15/2014 at 7:32pm
Being neither an engineer nor machinist myself, no it doesn't say it all. Even if I knew what those hardness readings said in terms of hardness it still is only relevant to the proposed blocks in the sample sheet above. The point some here are making is what does that mean relative to blocks from competitors? Steve
|
Posted By: Slate
Date Posted: Dec/15/2014 at 7:33pm
Yeah, like chilled lifters. Steve
|
Posted By: nda racer
Date Posted: Dec/15/2014 at 8:27pm
|
Soft Block Chevy. I have tree o dem with north of 200,000 miles on the factory assembled shortblock. Not too shabby for a butter block. |
Posted By: Slate
Date Posted: Dec/15/2014 at 8:53pm
|
I bet you took good care of them maintenance-wise. But I bet you run 'em too.
Steve |
Posted By: nda racer
Date Posted: Dec/15/2014 at 8:57pm
|
2 of em weren't cared for before I got them. Hence paying $65 for one complete. And 300 for a whole entire 4wd Jimmy the other was in. I drove the Jimmy for years, now that mill is in my truck. When I bought it, it had a rot hole in the oil pan and was always 2 qts low. I bought it from a drunk. He bought beer, not oil or oil changes. I guess I just get lucky. Seems other guys can't get 15,000 miles out of brand new ones. |
Posted By: Slate
Date Posted: Dec/15/2014 at 8:59pm
|
You're mouse motor whisperer. Steve
|
Posted By: nda racer
Date Posted: Dec/15/2014 at 9:01pm
| I just don't think they're as bad as some say. It's just hate talking IMO. |
Posted By: Slate
Date Posted: Dec/15/2014 at 9:07pm
|
I like most engines anyway, so it's a curiosity factor when one or another idiosyncracy or plus point emerges about one or another car or engine. Like Olds diesel blocks being a great basis for a really stout muscle engine. Steve
|
Posted By: Boris Badanov
Date Posted: Dec/16/2014 at 5:37am
|
There is no American iron V8 that lack design problems. The SBC and BBC just seem to have fewer than most. AMC seems to have won the cupie doll for the most design flaws, but we love em. ------------- Gremlin Dreams |
Posted By: farna
Date Posted: Dec/16/2014 at 7:33am
|
I disagree with "most design flaws"... or any design flaws, really. The engine is well designed for its intended purpose -- a regular passenger car engine. When you start pushing any design beyond its intended purpose you have to make modifications to support the new purpose. It's not going to do as well "pushed" as it would left to do its intended job. The only thing I think should have been re-thought is the oil pump in the timing cover. But then as long as the engine was in production getting another cover wasn't a big issue, and it wasn't much more cost than getting a new oil pump for any other engine (discounting the most popular ones -- scale of production makes a difference -- so compare to Buick/Olds/Ponitiac designs...). ------------- Frank Swygert |
Posted By: Red Devil
Date Posted: Dec/16/2014 at 8:18am
For comparison, here's some GM cast iron specs.  My understanding is the GM13M is typical for blocks and heads, but sorry, can't verify for sure which blocks use it? It is interesting that the hardness spec is the same range as the AMC spec above. What does that say? To me it says domestic engine castings are likely in the same ballpark. Now if you are machining one made to the low-end of spec vs. one at the high-end, then it will be a bit harder to machine the one at the high end ... 50 points is noticeable. Likely why some machine shops don't notice a difference and some do. For a relative comparison, stainless is in the range of 200 Brinell, mild steel around 120 and abrasion resistant plate 400 and up. I drilled and tapped my block for the extra head bolts using just a small electric drill, HSS bit and tapped by hand and had no issues, so didn’t seem like anything special? I'm sure this won't stop the debate, but interesting none the less. Hope this helps, RD. |
Posted By: White70JavelinSST
Date Posted: Dec/16/2014 at 8:40am
|
I guess I enjoy bashing the SBC on occasion, but in reality I think it is a great engine, well designed and just as good as any other engine. I classify most all engines in that category. I think all of us are basing our opinions on only our personal experience and probably not so much on actual statistics. I would guess that maybe the SBC wins overall due to the huge numbers built and the length of time in production. None of that makes the AMC a cupie doll for the most design flaws though. AMC engines are no worse nor any better most likely that almost all production domestic engines of the era. If they were so bad why did they outlast so many other engines as far as years in production, 1967 to 1991 for gen 2 and 3 engines. If they had so many design flaws wouldn't they have been discontinued sooner? The big thing about AMC engines that I like is the front distributor. If the blocks and heads are truly harder or not really doesn't matter, as each engine (even SBC) has it's own little quirks or production flaws, which probably limit it's life span at least as much as poor maintenance. I'd agree with Frank, mostly, but there again I do not see the oil pump in an aluminum cover as something that needs further thought. Yeah maybe if you're increasing the output of the engine, (Bta-Bulltear and Indy did improve the design) but if the engine is used for what it was designed to do, the timing cover and oil pump work just fine. Again, production quirks, poor maintenance seem to be the limiting factor. Armand ------------- 70 Javelin SST, second owner, purchased 1972 |
Posted By: nda racer
Date Posted: Dec/16/2014 at 10:41am
|
The best designed engine to work on to me is the BBM. External oil pump, it's iron and bolts to the block. Front mounted distributer that mounts in the block and can only be installed straight up or 180 out when only the dizzy is pulled. No water or dizzy going through the intake, the intake is an air gap. A shaft rocker system, no aluminum front cover for bolts to snap off in and corrode like I've seen with AMC, Buick, SBM, Ford. Plus the BBM WP is two piece, you just replace the small center. The biggest flaw it has is, the ring gear on the stinking torque convertor. I know people's 360 2bbls beat 440s by a 1/2 mile in the 1/4 all the time. But fast isn't everything. Ask the guy in the $45,000 Camaro that got stomped by my Son's $1500 16.9 Sunbird at the track when his crap blew on the ground. |
Posted By: nda racer
Date Posted: Dec/16/2014 at 11:09am
|
I forgot another flaw on the BBM, even tho the valve covers have 4 bolts along the bottom (better than Chebby's 4 in the whole darn thing) The exhaust manifolds swoop up above the spark plugs and cook VC gaskets. I've had more problems keeping VCGs on BBMs than I have Chebby's! |
Posted By: Class Guy
Date Posted: Dec/16/2014 at 2:00pm
| BBM is heavy!! Crank, rods, pistons. Unnecessary. 800 gram pistons, 900 gram rods and a 100 lb crank. The only thing heavier I have worked on is the Gen II Hemi. You have to get rid of some weight to make big numbers, but the potential is there. |